Many stamping parts are used in the manufacture of various parts of the belt conveyor, so the quality of the stamping mold has a great influence on the production of the belt conveyor. Most of the stamping parts commonly used in belt conveyors are not very high in precision, the thickness is 1-16mm, and the versatility is very high. When designing stamping dies, it is important to consider improving production efficiency, reducing cost and ensuring quality. Under this premise, we analyzed the design of the mold.
1 Checking the strength of the mold The strength condition of the die that can be punched out is that the maximum compressive stress it bears does not exceed the allowable compressive stress of the mold material.

2 Composite molds and progressive molds fixed with epoxy resin Some companies rarely use composite molds and progressive molds. The main reason is that mold processing is difficult. The use of epoxy resin to fix the guide sleeve and the upper die or the lower die greatly simplifies the processing of the template, reduces the manufacturing cost of the composite die and the progressive die, and creates powerful conditions for the production of large-volume stamping parts. The following describes the molds commonly used for stamping parts in belt conveyors.
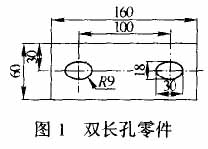
(1) The double long hole parts shown in Fig. 1 are commonly used parts in the belt conveyor. The original process is divided into 2 times, the efficiency is low, and the center distance error is also large. Instead of using the composite mold shown in Figure 2, the two holes are punched at the same time to ensure the center distance and also improve the production efficiency.

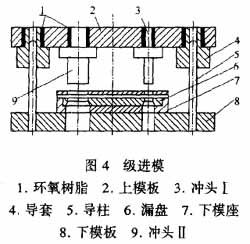
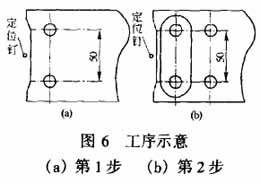
(2) The connecting plate shown in Fig. 3 can use the progressive die and the leaky disk, and adopts the positioning nail to make the step. In the first step, the two holes of the first piece are punched and aligned. In the following steps, the positioning nails are positioned to complete the previous punching and punch out the 2 holes of the next piece, as shown in Figure 4-6.


(3) The support plate shown in Fig. 7 can also be punched out by using the progressive die. Referring to Figure 8, the positioning nails are used for punching according to each process, firstly flushing and punching out the opening of the first two pieces, and then, by the second piece. The opening is positioned to complete the first piece and the opening of the lower two pieces is punched out, and then the second and third pieces are positioned by the opening of the fourth piece and the opening of the lower two pieces is punched out, and each time the process is started 2 pieces.
3 The punching force of the mold should be reduced as much as possible (1) The punching force can be reduced by the inclined edge die, and the punching of the side pillars and the middle pillar in the belt roller of the belt conveyor can be reduced by this method. Punching power.
(2) For sheet metal stampings with basically symmetrical shapes and low precision requirements, the straight edges on the contour lines can be cut on the shearing bed, leaving symmetrical fold lines and curves for punching, which can reduce the punching periphery. Length to reduce the punching force.
The competitive advantage of product line:
We design the drawing and calculate the consume quantity of the profiles, which can improve our efficiency highly. The facility is qualified with ISO9001, ISO14001 and OHSAS18001. And our products also exported to Korea, Africa, USA, UK, Singapore, Japan and South America.
Quality
1.Meet the China national standard GB/T6892-2006 and Europe standard EN12020-1,2(2001) and American Standard ANSI H35.2-2003
2.Maximum circumscribing diameter 400mm
3.Extruded profiles maximum length 13m
4.High mechanical strength ,good machining
t-kerning:0.0000pt;" >5.Strong R&D team and over 170 national patents.
Product: Aluminum Extrusion Curtain Wall Profile
1. Material: Aluminum Alloy 6063, 6063A, 6060, 6061
2. Temper available: T4, T5, T52, T6, etc.
3. Surface available: Mill finish, Anodized, Powder Coating, Wooden transfering, electrophoresis, heat insulation, PVDF, and deep processing
4. Certificate: ISO9001, ISO14001
Curtain Wall Aluminium Profile
Wood Curtain Wall Aluminum Profile,Thermal Break Curtain Wall Aluminum Profile,Frame Aluminum Profile,Curtain Wall Aluminium Profile
Shandong Huajian Aluminium Group Co., Ltd , http://www.huajian-aluminium.com