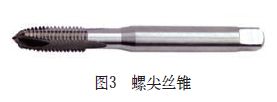
(3) Features and applications of screw taps. The screw tap is shown in Figure 3. It works well for non-ferrous metals, stainless steel and ferrous metals. The threaded taps are preferred for through-hole threads. Its characteristic is that the core size of the screw tap is relatively large, the strength is good, and it can withstand large cutting force. Because the front edge of the blade has a special groove and groove design, the chip removal is easy, the torque is small, the precision is stable, and the tap life is longer. Since the screw tap has the function of rotating and discharging the chips, in addition to keeping the groove clean and reducing the resistance during cutting, it can also avoid chip damage and damage the tap, so the screw tap can be used more than the general hand tap. Fast speed to cut high precision threads. The chips are discharged forward when the thread is machined.
TCI Bits,TCI Three Cone Bits,TCI Bits For HDD Drilling,TCI Tricone Bits
CANGZHOU GREAT DRILL BITS CO., LTD , https://www.pdcbits.nl