The cotton-bonded interlaced elastic double-layer fabric is favored by consumers because of its many advantages such as moisture absorption, breathability, high elasticity, soft and full hand feeling and drape. The weft direction of the fabric is a viscose core-spun yarn with spandex as the core yarn, and it is a double-layer fabric. The dyeing and finishing process has certain difficulty, and it is easy to produce problems such as wrinkles and latitudinal shrinkage, which affect product quality. . Based on the research and development of cotton-bonded weft double-layer fabrics, the company has developed a stable production process and invested in mass production.
1 dyeing and finishing process
1.1 Fabric Specifications
Gray cloth 160 cm 14.6/14.6+4.4 689/591 cotton-bonded weft double-layer fabric.
Finished product 160 cm 14.6/14.6+4.4 684/591 cotton-bonded interlaced weft double-layer fabric.
1.2 Process
Twisting-alkaline oxygen-one-bath cold-rolling pile practice drifting a stack of 2O h high temperature water washing one singeing one rewashing one high temperature front shaping one dyeing one soft tenter one pre-shrinking one finished product
1.2.1 overturning
The viscose fiber has low wet strength, wet elongation and shrinkage after drying, which varies with the internal stress of the fabric, and the phenomenon of “leaf edge†is likely to occur during the production process. To this end, the general sewing method should be changed to a curved sewing method with an arc of 1% to 1.25%. Considering the characteristics of high weft shrinkage, the stitch of the seam is preferably 24 to 25 needles/10 cm, and both ends of the cloth should be wrapped with corners and encrypted, otherwise curling, wrinkles and broken cloth are easy to occur in subsequent processing. And so on.
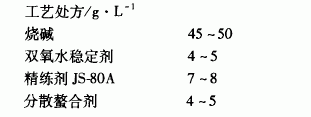
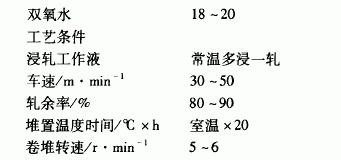
I. 2.2 Alkaline oxygen one bath cold rolling pile practice bleaching
The warp yarn of the fabric is pure cotton, containing natural impurities and slurry, and the weft yarn is a viscose core yarn of spandex yarn. Although the viscose fiber is washed, desulfurized, bleached, pickled, washed and dried during the processing, the viscose fiber contains a small amount of oil, and the fabric also produces some stains during packaging and transportation. Alkaline oxygen one bath cold rolling pile
The process not only removes natural impurities, slurries, oil stains and stains on the fabric fibers, but also allows the viscose fibers to be causticized under low alkali conditions, modifying the cortical structure of the fibers, resulting in uneven dissolution and The crack causes the crystallinity and degree of orientation of the skin layer to decrease, so that the dye easily diffuses into the fiber interior and increases the dyeing depth.
1.2.3 efficient washing
After the fabric is bleached by alkaline oxygen one-bath cold rolling, the slurry and various impurities on the fabric have been expanded, emulsified and decomposed, and converted into soluble and washable substances, but still adhered to the fabric in colloidal form. Therefore, it must be washed with high efficiency to obtain the desired whiteness and gross effect.
Washing process 1-4 grid steaming high temperature countercurrent washing (90-95 ° C) a 5-7 grid high temperature countercurrent washing (75-85 oC) an 8-9 grid countercurrent cold water washing one drying one falling cloth high efficiency washing After that, the fabric has a hair effect of 10 cm/30 min or more, which satisfies the dyeing requirements. In the process of washing, the bending rolls before the rolling point should be fully utilized to prevent wrinkles caused by latitudinal shrinkage.
1.2.4 Singeing
Cotton fibers and viscose fibers have more hair on the surface. Unburnt fabrics, after dyeing, the surface of the fabric is dark and the spots on the fabric will appear dark spots. In order to fully demonstrate the style of the cotton-bonded fabric, it is generally subjected to singeing treatment, but the friction coefficient and the cohesion force of the viscose fiber are small, and the friction cannot be withstood, so it is not suitable to use a brush and a gold-steel roller. At the same time, spandex fiber is not resistant to high temperature. In order to reduce the elastic damage caused by the damage of spandex in the core yarn, the cotton-bonded weft double-layer fabric should be singed with LMH003A-180 gas singeing machine. The singeing crater is two positive and two reverse, the fuel consumption is 18-20 kg/h, the flame temperature is 900-1100 oC, the speed is 95-100 m/min, and the steam is extinguished.
1.2.5 rewashing
After the fabric is singed, most of the fabric hair is carbonized and needs to be removed by washing. After the first high-temperature water washing and drying, the weft direction of the fabric has been fully retracted. During the re-washing, the viscose fiber grows rapidly after water absorption, the fiber diameter growth rate is more than 20%, the length is increased by more than 5%, and the width of the fabric is It also stretches, and it is prone to wrinkles, especially the first wash. Therefore, it is necessary to use a bending roller to stretch the surface of the fabric, otherwise wrinkles that cannot be removed will occur.
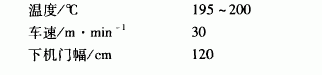
1.2.6 high temperature predetermined shape
The high temperature pre-form is a key process for producing cotton-bonded interlaced weft double-layer fabrics, and the process conditions will directly affect the fabric elasticity, finished door width and shrinkage rate of the post-process. After many practices, the predetermined process conditions for the cotton-bonded weft elastic double-layer fabric are:
1.2.7 dyeing
Cotton and viscose are both cellulose fibers, and cotton dyes are suitable for dyeing cotton-bonded fabrics. We chose a double reactive group BES type reactive dye with a novel structure. Since the dye molecule has a double active group, the reaction probability of the dye and the fiber is increased, the fixation rate is high, and the color fastness is good. In order to prevent the strip from being produced on the surface after dyeing, it is preferred to use a dye having a difference of less than 0.2 from the shift value (R) for color matching. Since the viscose fiber swells rapidly after moisture absorption, the fiber length increases, the fabric door width is sharply stretched, and the continuous padding is very likely to cause wrinkles which affect the color light. Through practice, cotton-bonded interlaced weft double-layer fabrics should be dyed. In order to ensure the homochromaticity of the cotton-bonded weft double-layer fabric, it is advisable to use soda ash to fix the color, and add 2O g/L urea to the dyeing solution to increase the dyeing rate of the viscose fiber and avoid the “silver wire†on the cloth surface. "White core" and other phenomena J. Dyeing process curve:
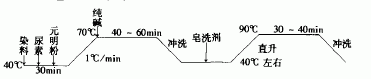
In the dyeing process, the amount of urea, soda ash, and the dyeing time and bath ratio added between the cylinder and the cylinder should be controlled to avoid the cylinder difference. After the reactive dye is dyed, it needs to be fully soaped to remove the floating color, otherwise it will affect the color fastness and color light.
1.2.8 soft tenter
The cotton-bonded interlaced weft double-layer fabric is processed through the previous process, and the fabric surface is relatively stiff, so it needs to be softly finished to obtain a soft, smooth and full-feeling feeling; and due to the particularity of the elastic fabric, the width of the fabric after the pre-process is uneven. If it is not uniform, it is required to stretch the door frame (about 3 cm wider than the finished door width) under hot air conditions and keep it basically the same. At the same time, due to
The dimensional stability is poor and the shrinkage rate is large. It is necessary to use a high temperature tenter to eliminate some of the latitudinal elastic force. According to practice, the tenter temperature is 180-185 oC, and the vehicle speed is 3O-35 m/min. In addition, in order to ensure the warp shrinkage rate and reduce the pre-shrinkage pressure, it is necessary to overfeed 2% to 3%.
2 conclusion
2.1 In the dyeing and finishing process, the cotton-bonded interlaced weft double-layer fabric is easy to produce wrinkles, and the fabric can be stretched by using a bending roll.
2.2 The use of alkaline oxygen one-bath cold-rolled heap process can not only remove the slurry and impurities, improve the whiteness, but also make the viscose fiber get causticized under low alkali conditions and increase the color yield of the viscose fiber.
2.3 When the dye is mixed, the difference of the specific value (R value) should be less than 0.2. In order to maintain the homochromaticity of the cotton stick, it is advisable to use soda ash to fix the color and add 2O L of urea to the dye solution to avoid the phenomenon of “silver wire†and “white coreâ€.
2.4 High temperature pre-form and soft tenter should strictly control the process conditions.
2.2.1 Pre-processing requirements
(1) The singeing should be clean, the cloth surface is smooth and clean, basically no neps, and the singeing level is 4 or above. There is a cotton knot that is easy to cause small white spots, and the hair is not peeled off and combined with the adhesive, causing the roller to stick.
(2) The hair effect is above 8 cm/30 min. The good hair effect is beneficial to the rapid penetration of the dye solution into the interfiber space, reducing the surface dyeing and improving the color fastness.
(3) The pH value is neutral, and the fabric has too much alkali, which is not conducive to the crosslinking of the binder and the fiber.
2.2.2 Sticky roller problem
The main cause of the sticking roller is that the film forming speed of the adhesive is too fast, or the adhesive is broken by the shearing force, but the process conditions also have an influence on it.
(1) The multi-dip one-rolling is better than the two-dip two-rolling, and the binder is less affected by the shearing force as much as possible.
(2) Infrared prebaking is superior to hot air prebaking and drying cylinder prebaking.
2.3 production process
Fabric 259 cm 14.6/14.6 433/354 cotton poplin.
Process semi-finished product, one dyeing, one baking, one finishing, one shaping (rolling), one pre-shrinking one finished product
Process conditions padding (uniform roll, 60% rolling ratio) - infrared pre-bake and hot air drying (one chamber ≤ 7O oC, two chambers ≤ 100 oC) one baking (165 oC × 150 s)
Anti-migration agent PT 10
2.4 Various physical indicators test
2.5 dyeing cost comparison
See Table 5 for the comparison of the cost of active dyeing of ultra-wide cotton coatings and ultra-wide cotton.

It can be seen from Table 5 that the ultra-wide cotton coating is relatively dyed with relatively broad cotton, and the energy consumption is low, especially to save water and reduce sewage discharge. The fabric has a formaldehyde content of less than 20 mg/kg and contains no banned 23 aromatic amine compounds, which meets the Oeko-rex standard of 100.
3 conclusions
3.1 Through the screening of domestic and foreign adhesives and auxiliaries, the development and production of ultra-wide fabric environmentally friendly paint padding products, and the development of a feasible process for the production of ultra-wide fabric coating dyeing.
3.2 The selected BASF adhesive has the advantages of slow film formation speed, good dye stability, easy to stain the roller, good fastness and soft hand feeling.
3.3 Extra-wide polyester cotton and cotton fabrics adopt the paint-dyeing one-bath process to save energy, save water, shorten the process, reduce waste water, reduce costs and improve economic benefits.
3.4 Dyeing with cross-linking agent or resin coating can improve the brushing and wet rubbing fastness of 0.5~1 grade.
3.5 Coating dyeing The binder of the ester compound is used to obtain a high color yield. In order to prevent the dyeing of the paint, the rolling rate is controlled at 60%.
Acorn Nut,Black Acorn Nuts,Chrome Acorn Nuts,High Crown Acorn Nuts
Zhejiang XianChuang Auto Parts Co.,LTD , https://www.showstrong.com